



Product

In general, limonite ore beneficiation methods include the following: gravity beneficiation, strong magnetic separation, magnetization roasting, flotation, etc. The limonite ore beneficiation production line is mainly divided into gravity beneficiation production line, flotation production line, magnetization roasting production line, etc. The most common one is gravity beneficiation production line.
Technological Process
Gravity Separation
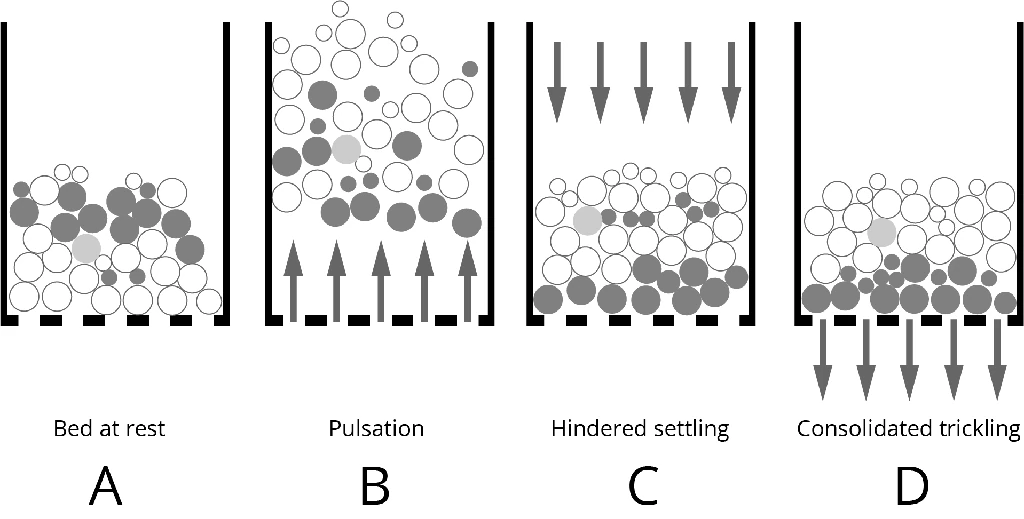
Limonite is generally coarse-grained embedded, the ore is easily muddied, there are obvious boundaries between iron minerals and veins, and the specific gravity difference between iron minerals and veins is also relatively large, so it is suitable for gravity separation method. In general, limonite ore enters the jigger for gravity separation after crushing and screening process to reach monolithic dissociation, and the concentrate and tailings of the jigger enter the dewatering screen for dewatering and stacking respectively. However, for limonite ore with larger live mud content, it is also necessary to increase the washing process, and the commonly used washing equipment is the cylinder washing machine.
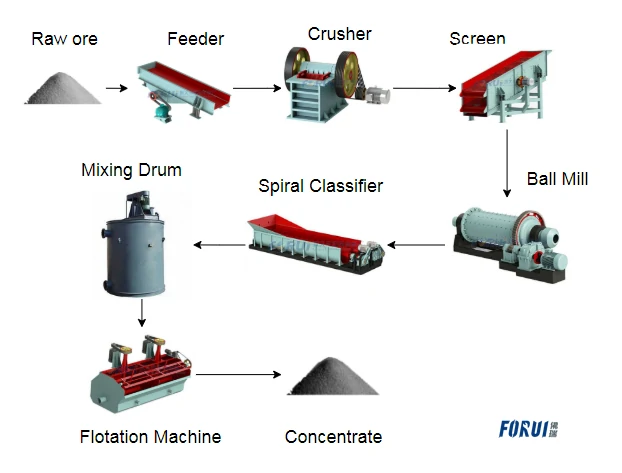
The equipment of limonite gravity beneficiation production line includes crusher, vibrating screen, washing machine, jig machine, dewatering screen, feeder, silo, conveyor, etc. The production line has the advantages of energy saving, high efficiency and environmental protection, and the beneficiation effect and beneficiation index can reach the ideal requirements.
Magnetization Roasting

Since the iron-bearing minerals in limonite are not magnetic, and the iron-bearing minerals are very easy to mud during the crushing and grinding process, the recovery rate of metal by simple physical beneficiation method is low, and the grade of iron concentrate is also very low. Even using flotation process can hardly get good results. The magnetization roasting process is very effective for limonite. The iron-bearing minerals in limonite can be changed into magnetic magnetite by magnetization roasting, and then high-grade iron concentrate powder can be obtained by magnetic separation, and the metal recovery rate is greatly enhanced. The most used equipment for magnetization roasting of limonite is the limonite rotary kiln.
Flotation Separation
The principle of flotation is based on the principle of liquid surface tension, which causes solid contaminants in the wastewater to adhere to small bubbles. When air is introduced into the wastewater, the fine particles in the wastewater together form a three-phase system. When the fine particles adhere to the bubbles, the bubble interface is changed. Whether the particles can adhere to the bubbles is related to the surface properties of the particles and liquid. Hydrophilic particles are easily wetted by water, water has a greater adhesion to it, the bubble is not easy to push the water away in its place, this particle is not easy to adhere to the bubble and remove. While hydrophobic particles are easy to adhere to the bubble and be removed. Eventually hydrophilic particles and hydrophobic particles by will be separated.
Generally, the useful minerals are floated into the froth products, leaving the vein minerals in the pulp, and this flotation is usually called positive flotation. However, sometimes the vein minerals are floated into the froth product and the useful minerals are left in the pulp, this flotation is called reverse flotation.
Client Case
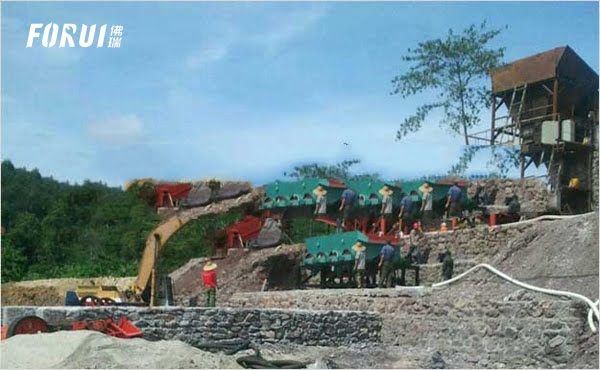
The limonite beneficiation site is a limonite beneficiation plant in Malaysia. The limonite ore is coarse-grained embedded, with an embedded size of 0.5-5mm, and the raw ore does not contain much mud and the ore is soft. The core beneficiation equipment of the plant includes four 2LTC-6109/8T trapezoidal jig machines.
The beneficiation process is as follows: the raw ore is coarsely crushed by the jaw crusher and then fed into the cone crusher for fine crushing, followed by screening, and the material that reaches monolithic dissociation is evenly fed into the jigger, and finally the limonite concentrate and tailings are obtained.
The raw ore grade is 38%-45%, and the processed concentrate grade is above 60% with 88% recovery rate. The expected beneficiation index was reached and the customer gave high evaluation.
Online Consultant
Forui Machinery, founded in 1986. We are one of the leading suppliers of beneficiation equipment in Asia. If you have any questions, feel free to Contact Us.